
Production
Tous les facteurs de production sont supposés être en abondance et peuvent être acquis ou vendus aux conditions du marché pendant toute la durée du jeu. La production de chaque entreprise est partiellement automatisée et partiellement réalisée en manuel. Les matières premières sont fournies en flux tendus et ne sont donc pas stockées. Les produits finis sont, quant à eux, stockés avant d’être écoulés sur le marché.
Les sociétés en présence fabriquent et commercialisent un même produit de grande consommation. Ce produit est principalement constitué d’une matière première; les autres composants ayant une valeur très faible il n’en sera pas tenu compte.
On peut décrire ce produit comme un petit appareil électroménager, par exemple une brosse à dents électrique ou un appareil de nettoyage de bijoux à ultrasons, dont le constituant principal est un générateur d’ultrasons. Ce générateur est usiné sur le site par une chaîne robotisée puis assemblé en manuel par de la main d’œuvre qualifiée.
Si la capacité d’usinage sur le site est inférieure à la production décidée, la différence est automatiquement sous-traitée. Les matières premières sont fournies aux sous-traitants par l’entreprise. L’entreprise devra cependant réaliser l’assemblage des pièces, et donc disposer de la main d’œuvre nécessaire pour traiter l’ensemble de la production. Les générateurs usinés sur le site et les générateurs sous-traités doivent être tous être assemblés. Si la main-d’œuvre est insuffisante, les moteurs sont perdus. En effet, ils ne sont pas stockables.
Il est important de bien noter que la sous-traitance ne concerne que l’usinage et non l’assemblage.
Les frais de sous-traitance font partie des charges externes et sont donc réglés pour 75% durant la période et pour 25 % durant la période suivante.
Processus de production

Capacité d’usinage et sous-traitance
Le calcul des capacités de production est un facteur déterminant de la bonne gestion de l’entreprise. Le point de départ consiste à planifier sa production en fonction d’une prévision des ventes sur 3 à 5 périodes. La chaîne robotisée chargée de l’usinage est dotée d’une capacité de production initiale dont le niveau est déterminé par l’investissement consenti. Le rapport initial donne des courbes permettant de définir la capacité d’usinage en fonction de l’âge de l’usine. Il faut une période pour construire une usine. Ainsi, si la décision d’investissement intervient période 2, elle sera pleinement en période 3. Par contre, une décision de désinvestissement est immédiatement prise en compte. La lecture des courbes de capacité nous renseigne également sur les pertes de capacité liées à l’usure.
Si les capacités d’usinage ne sont pas suffisantes, le relai est automatiquement pris par des sous-traitants.
Capacité d’assemblage et productivité
Une fois les moteurs usinés, il faut immédiatement les assembler. L’assemblage se fait manuellement par des ouvriers qualifiés. Si la capacité d’assemblage est insuffisante, les moteurs usinés sont perdus. Vu la nature particulière de la technologie mis en œuvre, ils ne peuvent en effet pas être stockés. La quantité qu’un ouvrier peut assembler dépend des heures de travail et de la productivité. Il faut compter 1’860 heures travaillées pour 2’080 heures effectivement payées. La différence représente les vacances et autres jours fériés. La productivité varie de 0.8 à 1.2 produits assemblés par heure. Le niveau de productivité est directement lié à l’indice de satisfaction (IS). Celui-ci varie entre 0% et 100%. Les facteurs qui agissent sur l’indice de satisfaction sont :
- Le salaire
- Les investissements en organisation (Cafétéria, crèche etc.)
- Le niveau des heures supplémentaires
- La politique générale en matière d’embauche et de licenciement
La productivité peut-être estimée en fonction de l’indice de satisfaction(IS) par la formule suivante :
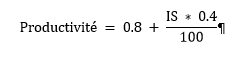
Connaissant la productivité moyenne de nos ouvriers, on peut évaluer la main d’œuvre nécessaire en fonction de la production à lancer. En effet, nos employés sont payés 2’080 heures par période pour un travail effectif de 1’860 heures. Il faut naturellement prendre en compte le taux d’heures supplémentaires prévu.
Exemple
Indice de satisfaction visé : 90 %
Taux d’heures supplémentaires : 10 %
Plan de production : 200’500 unités
Calculs




Ce calcul ne prévoit aucune marge (à part l’arrondi !) au cas où l’indice de satisfaction des employés ne devait pas être aussi élevé que prévu.


